Станок для изготовления саморезов и его особенности
Производство саморезов — высокорентабельный бизнес, имеющий в активе высокий спрос на продукцию, быструю окупаемость и возможность экспорта. При этом, не требуется долгого пускового периода, все оборудование нуждается в обычной настройке и текущем обслуживании. При старте в 1 млн руб., уже в первый год небольшой цех уверенно производит продукции на 4 млн, что для многих других направлений недостижимо. При этом, перспективы развития вполне обнадёживают, спрос постоянно возрастает и спада не предвидится.
Такие условия делают производство саморезов выгодным и интересным направлением, пока ещё не страдающим от избытка исполнителей и конкуренции. Содержание Сырьём для производства является нержавейка, латунь или углеродистая сталь в бухтах (проволока) или заранее подготовленных кругляках. Технология производства включает в себя процессы двух типов — механическая обработка металла и термические операции. Для этого может применяться довольно большое количество оборудования, хотя на старте можно обойтись двумя станками (холодновысадочный и резьбонакатной станки) и понемногу докупить остальное. Работы по металлу включают в себя: Следующим циклом становится термообработка металла. Она включает в себя такие этапы: В зависимости от возможностей производителя можно все процессы автоматизировать, или сначала обходиться необходимым минимумом оборудования. Оборудование для производства саморезов изготавливается в Европе, есть украинские линии, а также распространены станки из Китая и Тайваня. При сравнении их характеристик выясняется, что разница только в ценах, и разница значительная. Тайваньское или китайское оборудование стоит примерно в три раза меньше, чем европейское, обладая абсолютно теми же рабочими качествами, что и определяет выбор. Как уже говорилось, список станков для обеспечения всех производственных нужд может быть довольно велик. Поэтому рассмотрим только базовый комплект, без которого не обойтись. Работа станка заключается в нарезке проволоки по длине и штамповании головки изделия. По типу работы подразделяются на кривошипные и коленнорычажные, кроме того, имеются различия в типе матрицы. Все отличия носят чисто конструктивный характер, принципиального значения, влияющего на качество продукции не имеющий. Основные позиции, интересующие производителей — это затраты на содержание станка, на сменные комплектующие и суточная производительность станка. При этом, выдаваемые объёмы напрямую связаны с затратами, так как все сменные части рассчитываются на определённое число циклов, и изменить это соотношение нельзя. Например, одного пробойника может хватить на 50 часов работы, он стоит 10 долларов. Или стержни, одного хватает на 30 часов работы и стоит он тоже 10 долларов. Для каждого диаметра самореза используется своя прессформа, рабочий цикл которой составляет 3 года. Таким образом, расходы на сменное оборудование можно достаточно точно подсчитать заранее, что создаёт возможность вполне точного планирования производственного процесса. Кроме того, большим плюсом таких станков является практически безотходная работа — с тонны проволоки выходит 980 кг саморезов. Предназначен для накатывания резьбы с помощью двух или трёх роликов (есть и другие варианты рабочего органа) с одновременным осевым перемещением заготовки. Если оборудовать станок подающим устройством, он превращается в автомат. Одной из основных характеристик станка является давление накатки, характеризующее способность обработки твёрдых материалов, что в производстве саморезов очень важно. При выборе оборудования на эту характеристику обращают внимание в первую очередь. Также следует обратить внимание на управление и настройку станка, некоторые модели отличаются сложностью и большим временем настройки, что в условиях поточного производства неприемлемо. При этом, отмечены и недостатки такого способа. К ним в первую очередь относят сложность настройки процесса и необходимость применения высокотехнологичного оборудования. Если при настройке допущены ошибки, то готовые изделия могут иметь такие дефекты: По способу подачи заготовки станки делят на три вида: Наиболее подходящей для производства саморезов схемой является радиальная, являющаяся самой простой и надёжной. Обычно один ролик неподвижен, а радиальную подачу осуществляет второй (при двухроликовой схеме). Наибольшее распространение получили индукционные установки для закалки, как самые экономичные и эффективные. Кроме того, применяют печи ТВЧ для небольших партий изделий. Основным показателем, определяющим выбор того или иного устройства — величина потребления энергии. Исходя из соображений экономии, подбор печи должен быть таким, чтобы производительность максимально соответствовала возможностям остального оборудования, не допуская простой или нагрев пустой печи. Этот процесс требует наличия ванн с разными составами электролита и анодов, каждая под определённую задачу. Обычно используется от пяти, до десяти ванн. Процесс ведется последовательно, включает в себя мойку, обезжиривание и собственно нанесение покрытия. Нанесение цинкового слоя требует постоянного тока, для чего используются преобразователи. Проще всего использовать готовую линию для гальванизации саморезов, полностью приспособленную к выполнению требуемых операций. Такая линия поможет решить все проблемы с нанесением покрытия и избавит от долгих поисков и подбора оборудования. При запуске производства саморезов необходимо учесть несколько важных моментов: При этом, отправной точкой всех рассуждений должен быть именно ассортимент и его реализация. Под него приобретается оборудование, под планируемые объемы арендуется помещение, налаживаются поставки материала. Оборудование может быть как новым, так и Б/У, единственное требование — если оно сборное, то желательно, чтобы станки были от одного производителя и соответствовали друг другу по своим возможностям и производительности. Наиболее верным решением было бы приобретение линии, поскольку все агрегаты там подобраны самым лучшим образом. Кроме того, линии более компактны, они проще в обслуживании и надёжнее в работе. Отдельные станки, вполне применимые сами по себе, могут быть непригодны для работы в составе производственного цикла в силу несоответствия характеристик с остальным оборудованием, чего с линией быть не может. Считается, что бизнес по производству саморезов — высокорентабельный и лишен многих рисков, свойственных другим направлениям. Оборудование для производства саморезов производят в Европе, в Украине, в нашей стране, а также — в Китае и на Тайване. При сопоставлении свойств подобных станков от разных производителей видно, что различия почти отсутствуют, а разница в ценах весьма существенна. В этом отношении на первый план выходят производители Тайваня, чьи цены в три раза ниже, чем у европейцев при тех же параметрах. Предприниматели хорошо отзываются о продукции фирм FOB и LianTeng, чья продукция самая недорогая и самая надёжная. Китайские производители несколько уступают по качеству тайваньским коллегам, хотя цены на китайское оборудование практически такие же. При этом, перевозка в Россию китайского оборудования проще и дешевле. Оборудование производства Украины не уступает тайваньским аналогам, и цены вполне приемлемые, но на сегодня они недоступны из-за введённых санкций. В заключение необходимо отметить высокие перспективы бизнеса по производству саморезов. Доступное сырьё, высокий и стабильный спрос, возможность начинать при небольших вложениях — веские аргументы для предпринимателя, решившего заняться таким производством. При высокой скорости окупаемости, предприятие быстро выйдет из начального периода на этап ритмичной и эффективной деятельности.Технологическая цепочка производства саморезов
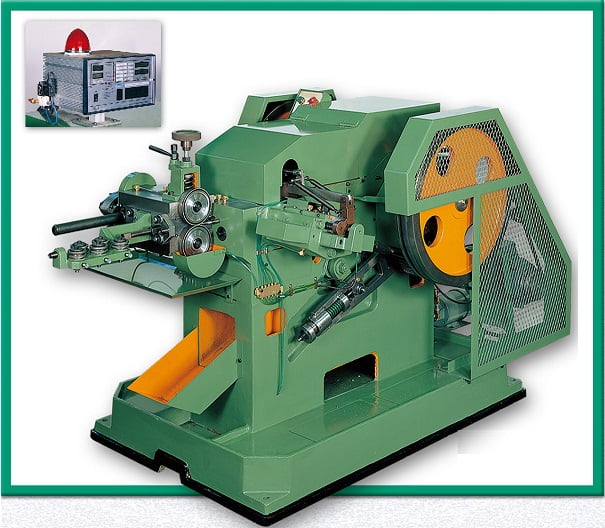
Применяемое оборудование
Холодновысадочный автомат

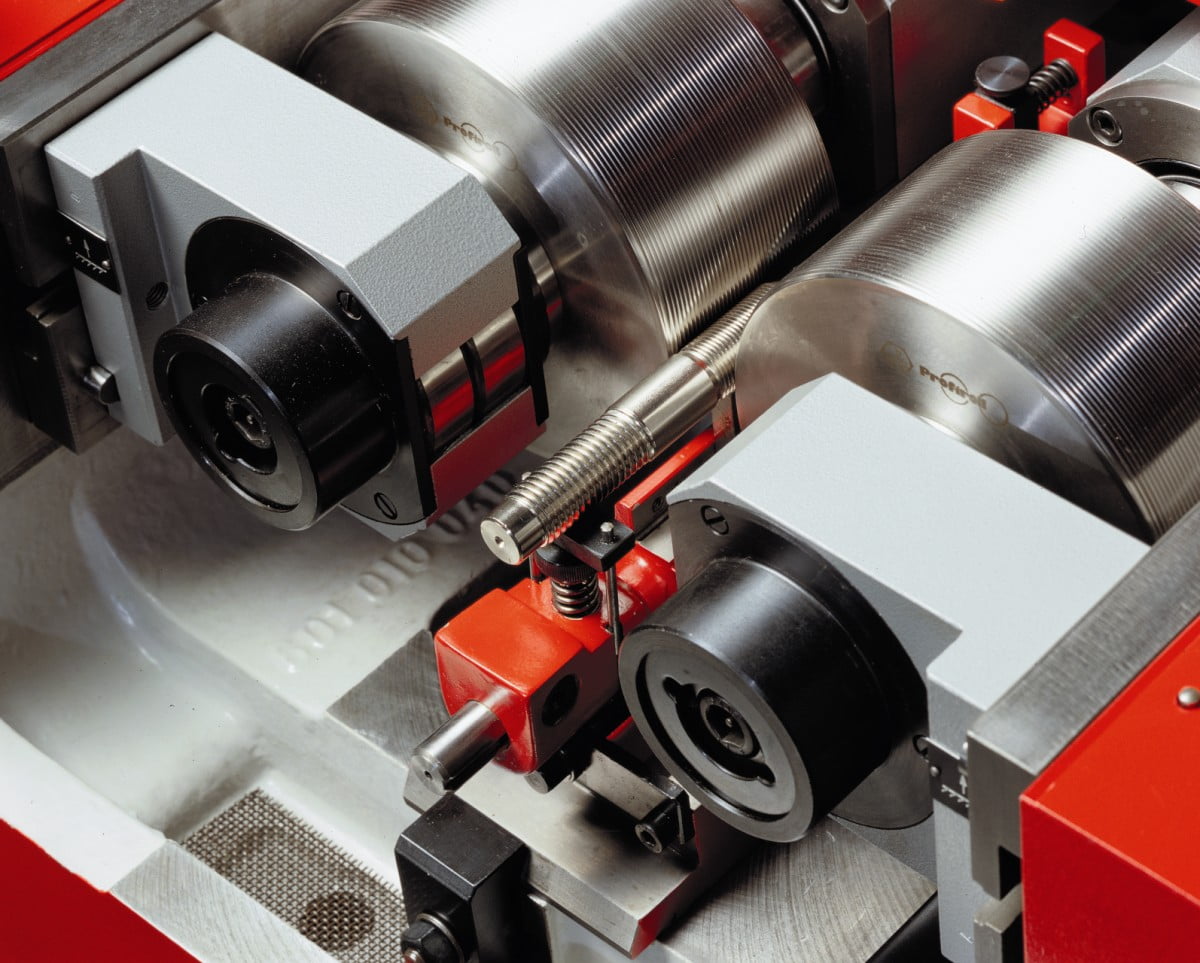
Резьбонакатной станок
Оборудование для закалки
Гальванизация
Особенности производства саморезов
Производители