Токарно-карусельный станок 1512
Значительную долю металлорежущего оборудования в машиностроении составляют станки по обработке деталей типа тел вращения. Специфика их применения определяет и широкий спектр компоновочных решений. Статья содержит описание одного из представителей оборудования вертикальной компоновки — токарного станка карусельного типа модели 1512.
Содержание
Назначение и компоновка
Согласно отечественному классификатору обозначение 1512 расшифровывается следующим образом:
1 — группа оборудования (токарная);
5 — тип (карусельный);
12 — размерная характеристика (предельный диаметр обработки — 1250 мм).
Почему установка называется карусельной? Смысл термина заключается в том, что планшайба с зажимными элементами при вращении ее вокруг вертикальной оси напоминает известный аттракцион. Конкурентом карусельному станку выступает лоботокарный, имеющий традиционное горизонтальное расположение шпинделя. Оба предназначены для точения коротких деталей, однако рассматриваемая машина обладает рядом преимуществ:
- возможность более протяженной обработки (соотношение высоты к диаметру до 1);
- разгрузка шпинделя от изгибающих усилий;
- удобство загрузки заготовок;
- значительно лучшее их закрепление.
К недостаткам следует отнести затрудненное удаление стружки и неудобство диаметральных измерений.
Технологические возможности
Назначение машин карусельного типа состоит в обработке сравнительно плоских деталей круглой конфигурации (диски, фланцы, крышки, маховики, колеса, шестерни и так далее). С использованием стандартного инструмента (резцы различных видов, резцовые головки, сверла, зенкеры, развертки) производят основные технологические операции:
- наружное точение цилиндрических и конических деталей;
- протачивание торцев и уступов;
- прорезание круговых канавок;
- растачивание сквозных и ступенчатых отверстий;
- обработка отверстий стержневым инструментом.
Используя специальные приспособления, становится возможным расширить круг выполняемых операций:
- обработка сферических и других нелинейных поверхностей;
- глубокое сверление;
- резьбонарезание;
- шлифование и суперфиниширование;
- прикатывание роликами и притирку.
Заготовку на планшайбе закрепляют с использованием переставных прихватов, кулачков, а детали небольшого диаметра — в дополнительном самоцентрирующемся патроне.
Основные цифры
В таблице 1 приведены наиболее важные сведения, характеризующие станочную систему. Полную информацию содержит руководство по эксплуатации оборудования (паспорт) издания Краснодарского станкостроительного завода.
Таблица 1. Технические данные модели 1512
| Тех. характеристики | Значение | |
| Наибольшие параметры устанавливаемой заготовки | Диаметр, мм | 1250 |
| Высота, мм | 1000 | |
| Масса, кг | 4000 | |
| Диаметр платформы, мм | 1120 | |
| Угловая скорость планшайбы, об/мин (18 скоростей) | 5 — 250 | |
| Величина подачи инструмента, мм/об (18 ступеней) | 0,03 — 12,5 | |
| Скорости установочных перемещений, мм/мин (18 значений) | 5 — 1800 | |
| Наибольший угол наклона револьверного суппорта | ±45° | |
| Мощность главного движения, кВт | 30 | |
| Масса установки, т | 16,5 | |
Описание устройства основных узлов
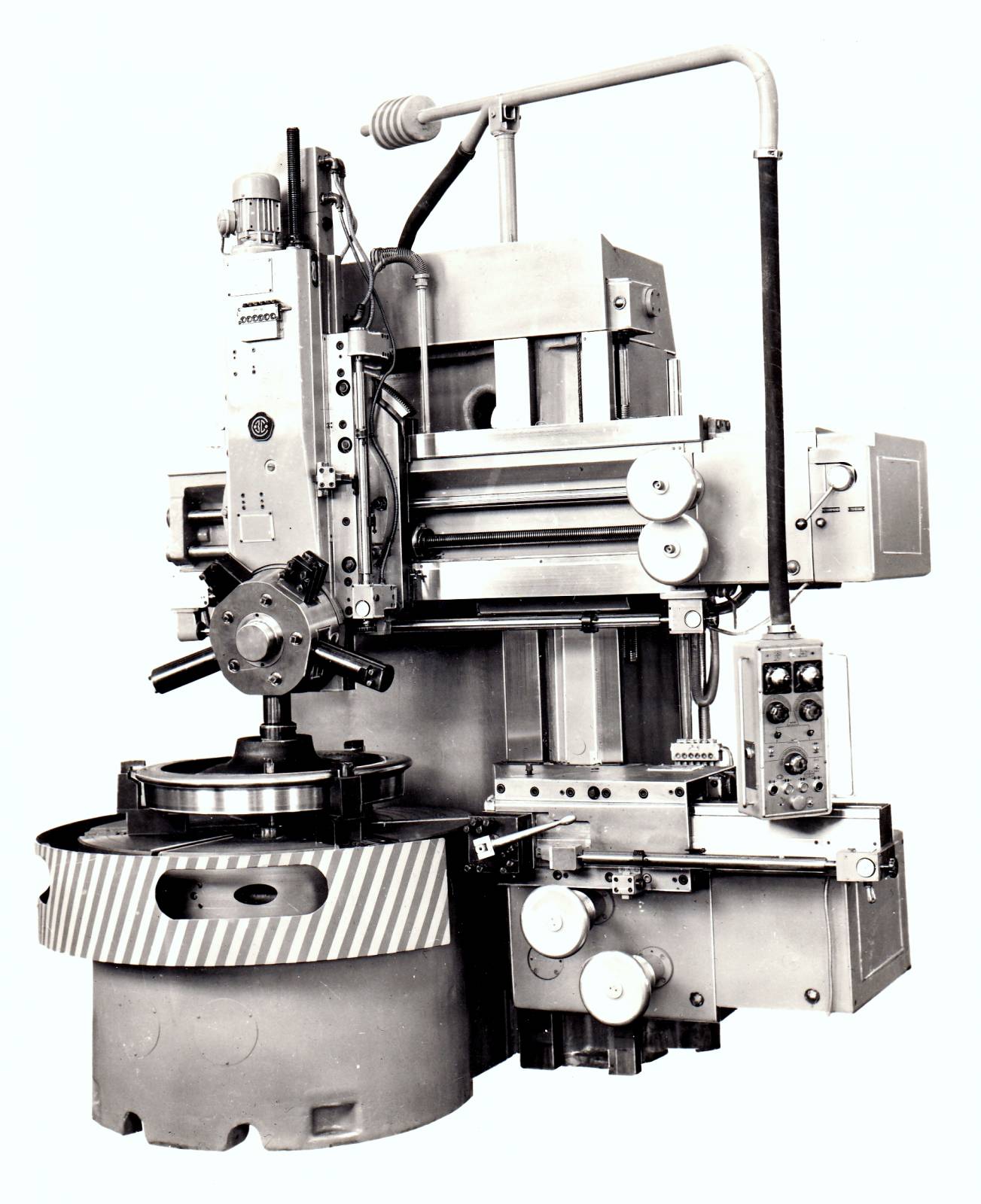
Фото 1. Общий вид станка.
Основой конструкции служит отлитая из чугуна вертикальная пустотелая стойка. К ней крепятся все остальные узлы.
Рабочий стол
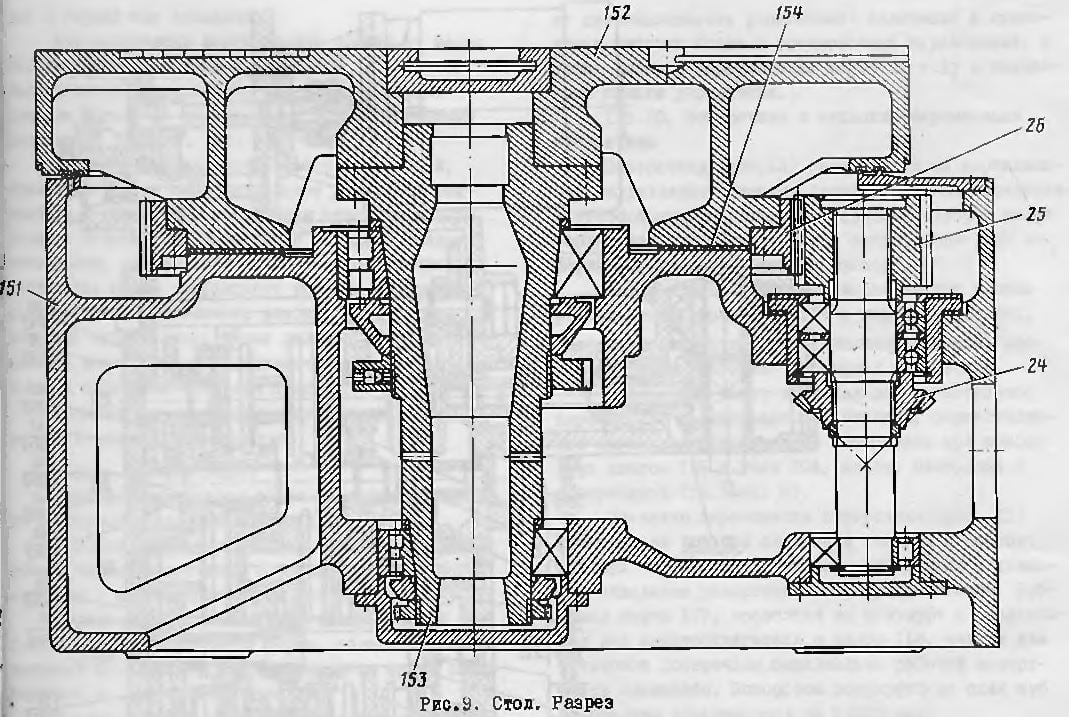
Рис. 1. Приводная платформа.
Узел (рис. 1) состоит из планшайбы, установленной в сборе со шпинделем на двух подшипниковых опорах в чугунном корпусе, и приводного устройства. Цилиндрические роликовые подшипники предназначены для центрирования платформы и восприятия радиальных усилий резания. Радиальный зазор в опорах выбирают, подтягивая регулировочными гайками внутренние кольца с конической поверхностью. Осевую нагрузку от веса заготовки и сил резания воспринимает кольцевая направляющая скольжения, снабженная централизованной смазкой. Вращение планшайбе сообщается с помощью цилиндрической косозубой передачи от ведущего вала, связанного с приводом главного движения.
Коробка скоростей

Фото 2. Внешний вид.
Этот узел, прозванный карусельщиками «поросенком» (фото 2), служит для передачи крутящего момента от приводного электродвигателя к шпинделю рабочего стола, а также для установки необходимой окружной скорости последнего. Механизм состоит из 6 валов, передающих поток мощности посредством зубчатых передач. Все они находятся в постоянном зацеплении, но при этом жесткое замыкание отсутствует (шестерни сидят на валах свободно). Включение той или иной частоты вращения осуществляется коммутацией электромагнитных муфт (всего в коробке их — 10) дистанционным способом.
Значительные инерционные массы (планшайба плюс заготовка) приводят в момент включения двигателя к повышенному пусковому току. Для его снижения применяется ступенчатый разгон платформы. В зависимости от заданных оборотов, включение автоматически осуществляется за 2, 3 или 4 этапа. Поскольку муфты можно переключать на ходу, это позволяет поддерживать постоянство окружной скорости при точении протяженных торцевых поверхностей.
Внимание: в инструкции ограничивается угловая скорость платформы в соответствии с массой обрабатываемой заготовки. Например, при массе последней 3,2 т допускаемое число оборотов планшайбы — не более 80.
Вертикальный суппортный узел
На нем установлена 5-позиционная револьверная головка для инструмента, обладающая двумя взаимно-перпендикулярными движениями: вертикальным и горизонтальным. Первое обеспечивают направляющие самого суппорта, а второе — направляющие поперечины (траверсы), имеющей, в свою очередь, установочное вертикальное движение вдоль стойки. Приводом перемещений служит коробка подач (КП), смонтированная на траверсе.
Вертикальное передвижение поперечины обеспечивается самостоятельным приводом со своим электродвигателем. Смена позиций головки производится с помощью червячного механизма от отдельного электропривода. Суппорт можно наклонять в обе стороны на угол до 45°. Это позволяет обрабатывать конические элементы.
Боковой суппорт
Снабжен 4-позиционным резцедержателем, дублирует ортогональные движения вертикального суппортного устройства. Движение передается от такой же КП, закрепленной на торце механизма. Можно спросить, для чего дублируются движения подачи? Целью подобного решения является повышение точности обработки за счет уменьшения упругих деформаций инструментальной системы. Для каждого конкретного случая схема обработки может иметь несколько вариантов. С помощью вертикального узла обрабатывают центральные отверстия.
Для наружного точения высокой заготовки (до 1 м) лучше использовать боковой суппорт, поскольку у него величина вылета инструмента в процессе обработки сохраняется постоянной, в отличие от вертикального. А подрезание торцевой поверхности большого диаметра, наоборот, целесообразно производить поперечным движением револьверного, из тех же соображений. Да и ход горизонтального держателя в этой ситуации оказывается недостаточным.
Кроме того, дублирование позволяет производить параллельную работу двух силовых узлов, что повышает производительность станочного оборудования.
Коробка подач
Как было сказано выше, эти привода для каждого из двух суппортов имеют идентичную конструкцию. Внешне узлы полностью оправдывают свое название — коробка. Внутреннее устройство представляет собой группу валов с зубчатыми передачами и несколько электромагнитных муфт. Чтобы понять работу КП, необходимо обратиться к кинематической схеме станка 1512.
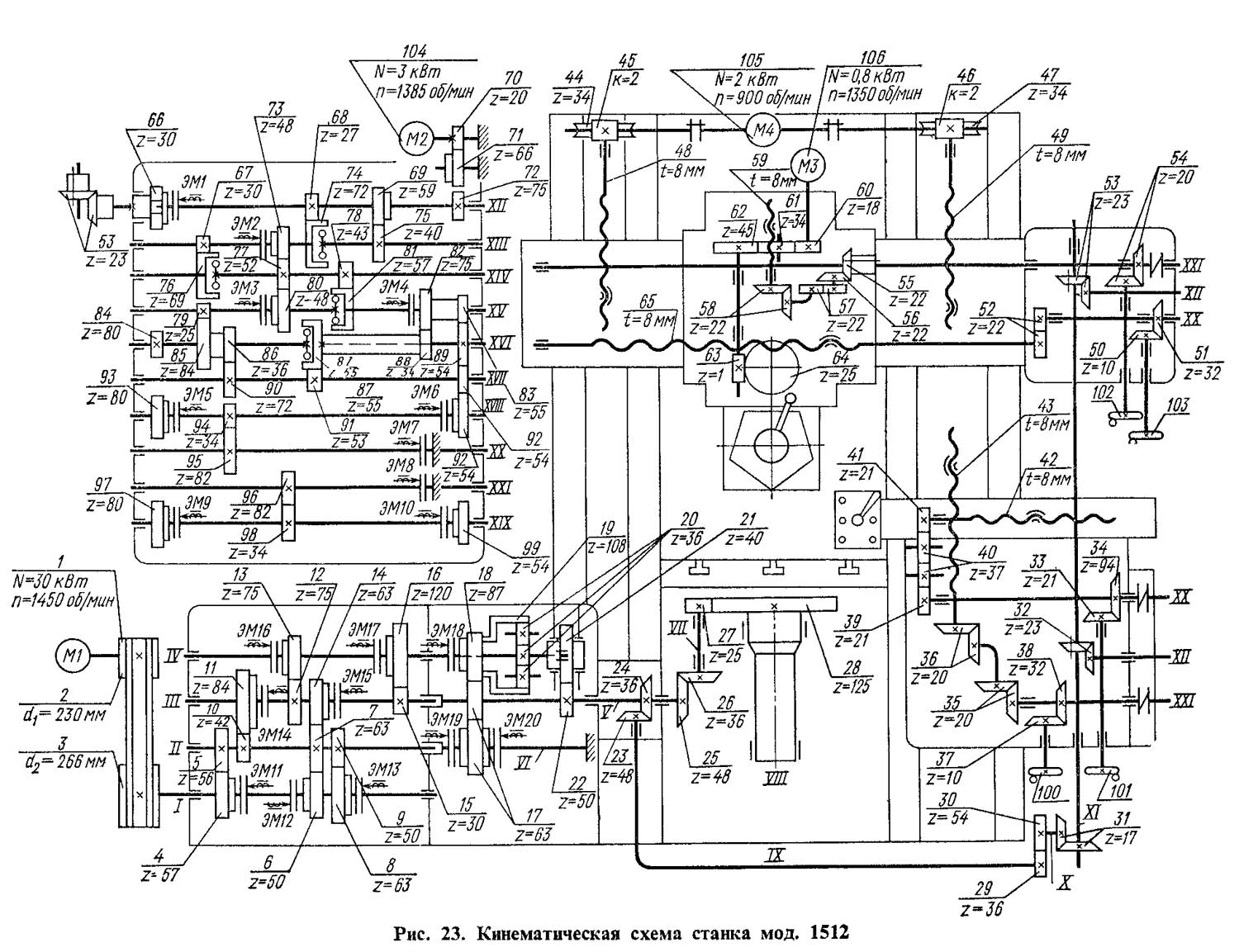
Приводом служит вал XII, жестко связанный посредством нескольких зубчатых пар со шпинделем VIII рабочего стола. На выходе коробки имеются 2 вала: XX и XXI.
Первый из них связан с цепью горизонтального перемещения суппортного устройства, второй — с цепью вертикального. При коммутации одного из сочетаний муфт активируется соответствующая подача. Для ускоренного перемещения инструментальных узлов предназначены отдельные электродвигатели М2. Основная цепь при этом отключается с помощью муфты. Всего узел обеспечивает 18 рабочих подач и столько же ускоренных перемещений. Для ручного перемещения служат маховички 100, 101, 102 и 103.
Электрооборудование
Сеть переменного тока — 3-фазная напряжением 380 В (рис. 2). Для питания цепей управления используется понижающий трансформатор с обмотками на 110, 90, 36 и 24 В.
Таблица 2 Перечень приводных электродвигателей
| Обозначение по кинематической схеме | Узел | Мощность, кВт |
| М1 | Главный привод | 30 |
| М2 (2 шт.) | Осуществление подач | 3 |
| М3 | Индексация поворотной головки | 0,8 |
| М4 | Позиционирование траверсы | 2 |
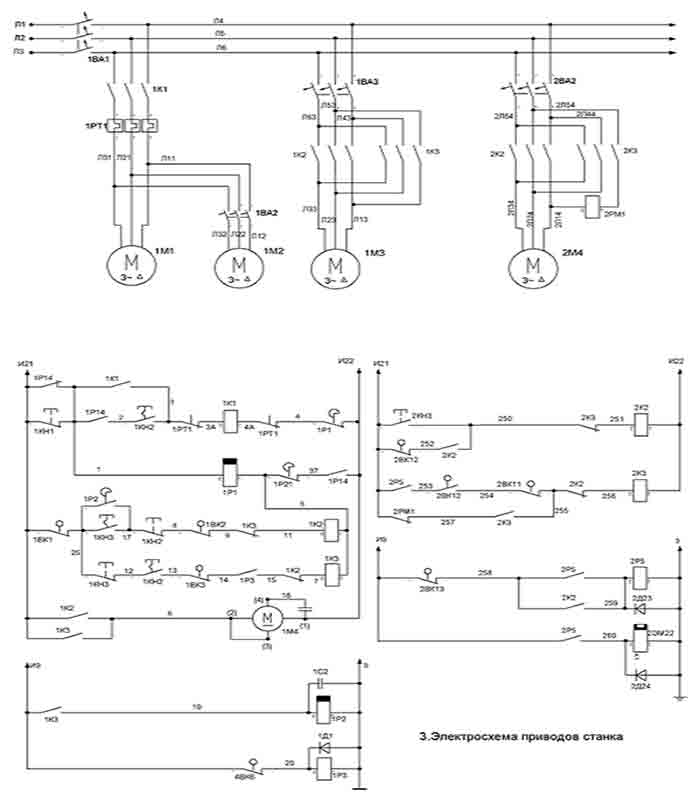
Рис. 2. Силовая электросхема.
Эволюция станка
Выпуск новой серии пришелся на 1970-й год. Предшествующая имела цифровое обозначение 152. За период выпуска станок неоднократно модернизировался. Сначала на нем применили электронную цифровую индикацию, обозначение — 1512Ф1. Затем стал оснащаться цифровым управлением — 1512Ф3. Системы ЧПУ постоянно обновлялись, первые работали еще от бумажных перфолент. 1512Ф3 лишился бокового суппортного устройства, а вертикальный суппорт — поворота. Привод вращения планшайбы стал 2-диапазонным с бесступенчатым регулированием скорости. Отпали за ненадобностью и механические КП.
Наконец, исполнение 1А512МФ3 получило дополнительный инструментальный механизм. Последние машины способны, кроме токарных, выполнять фрезерные операции с индексацией рабочего стола. Некоторые владельцы старых экземпляров своими силами модернизируют привод вращения планшайбы. Из 18-ступенчатой коробка превращается в 2-диапазонную, а обороты регулируют с помощью частотного преобразователя. Как выглядит КС до и после модернизации, показано на рис. 2 и 3.
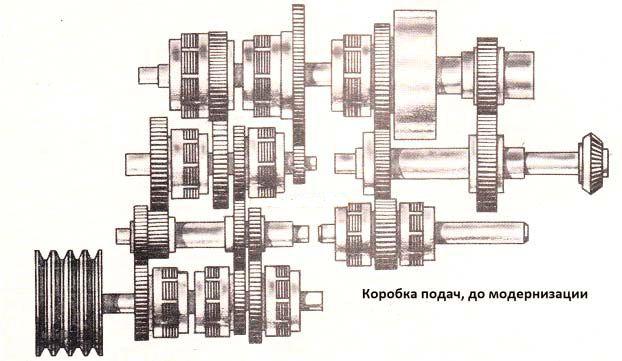
Рис. 3. Было

Рис. 4. Стало
Посмотреть работу карусельного станка можно на этом видео.
Купить станок мод. 1512 не составит труда. Новые машины стоят до 10 млн. рублей, после капитального ремонта — в районе 3 млн. Б/у карусель можно купить за полмиллиона, возможно — и дешевле. Цена продавца обычно является договорной.