Станок деревообрабатывающий многофункциональный бытовой с рейсмусом
Рейсмусовы й станок (рейсмус) — это один из видов деревообрабатывающих строгальных станков.
й станок (рейсмус) — это один из видов деревообрабатывающих строгальных станков.
Заготовки, прошедшие первоначальную обработку на фуганке, загоняются в рейсмус для финального строгания.
Этот тип оборудования используется во многих столярных мастерских, так как значительно упрощает процесс формирования заготовок при сооружении тех или иных деревянных изделий.
Содержание
Виды рейсмусовых станков
Основная рабочая деталь рейсмуса — это режущий вал с ножами. Станки могут быть оборудованы различным количеством валов и, исходя из этого параметра, делятся на следующие виды:
- односторонние — оборудованы одним ножевым валом, обрабатывающим верхнюю плоскость заготовки;
- двусторонние — оснащены двумя рабочими валами, один из которых расположен снизу и установлен первым по ходу движения, поэтому сначала обработке подвергается нижняя часть заготовки;
- трехсторонние и четырехсторонние — универсальное оборудование, которое применяется в основном только на производстве. При помощи таких станков можно обрабатывать деталь одновременно с нескольких сторон.

Рейсмусы также бывают мобильными и стационарными. Мобильные имеют небольшие размеры и малый вес и применяются для бытовых нужд. Местом установки станка может служить стол или верстак. Для обработки крупных деталей используют специальные крепежные приспособления. Стационарный станок представляет собой крупногабаритную технику в виде отдельно расположенного модуля.
Видео
Бытовой станок с рейсмусом Муравей
Для чего применяется рейсмусовый станок?
Рейсмус предназначен для строгания плоскости деревянных деталей — клееных щитов, брусьев и досок для придания им необходимой толщины в соответствии с заданным размером.
Такая техника является одним из основных видов оборудования, как на деревообрабатывающих предприятиях, так и в домашних мастерских, можно сделать
рейсмусовый станок своими руками
Рейсмус позволяет равномерно прострогать заготовку по всей площади, в результате чего все обработанные детали имеют равную толщину.
Рейсмусовые станки также являются незаменимым оборудованием в строительстве, когда нужно обработать большое количество широких досок.
Наличие секционных подающих валов, входящих в конструкцию рейсмуса, позволяет загонять в станок заготовки разной толщины.
Некоторые виды бюджетных рейсмусов не позволяют строгать слишком тонкие детали, так как в процессе работы возникают вибрации. Это отрицательно сказывается на качестве обработки.
Эффективность работы станка зависит от мощности двигателя. Для домашней мастерской подойдет рейсмус с двигателем 2,2 кВт. Более мощную технику можно использовать для обработки твердых пород дерева: дуба, ясеня, груши, бука.
Устройство рейсмуса
Учитывая то, что наиболее распространенным вариантом является односторонний агрегат, именно его устройство и будет рассмотрено ниже.
Стол рейсмуса, в отличие от фуганка, представляет собой единую сплошную плиту и не имеет в своем оснащении направляющей линейки. В конструкцию станка входят следующие основные элементы:
- вал, оборудованный несколькими ножами;
- система автоподачи деревянной детали по направляющим в виде роликов.
 Станина агрегата выполнена из чугуна и имеет литую форму. На нее устанавливаются все элементы и механизмы рейсмуса. Опорный стол крепится к технологическим уголкам рейсмуса и фиксируется при помощи болтов и струбцин. Высота стола регулируется посредством подъемного механизма.
Станина агрегата выполнена из чугуна и имеет литую форму. На нее устанавливаются все элементы и механизмы рейсмуса. Опорный стол крепится к технологическим уголкам рейсмуса и фиксируется при помощи болтов и струбцин. Высота стола регулируется посредством подъемного механизма.
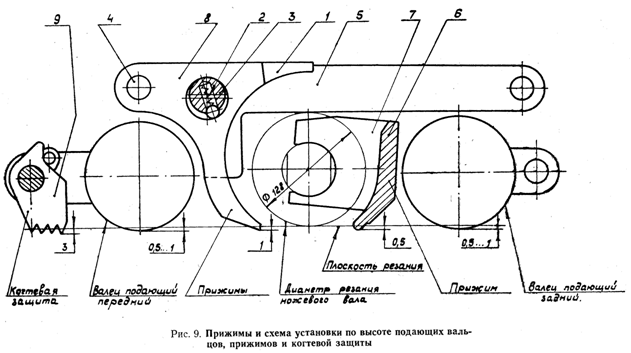
Вал с ножами устанавливается над столом. Система подачи деталей представляет собой две пары вальцов. Одна из них установлена перед ножевым валом, вторая — за ним. Нижние вальцы располагаются строго под верхними. Вращение вальцов, расположенных вверху осуществляются при помощи электродвигателя, посредством зубчатой передачи. Нижние вальцы приходят в движение под воздействием подаваемой заготовки.
Нижние валики обеспечивают более легкую подачу заготовки на ножевой вал и возвышаются над плоскостью стола на 0,2-0,3 мм. Если расположить вальцы выше, это приведет к вибрации заготовки от удара ножей, в результате чего ухудшится качество обработки. Передний верхний вал, как правило, имеет рифленую поверхность, что обеспечивает более качественную сцепку с поверхностью обрабатываемой детали. Он располагается на 2-3 мм ниже поверхности загоняемой в станок заготовки.
Верхний задний вал имеет гладкую поверхность, так как в этом случае рифленая деталь может испортить прошедшую обработку заготовку. Его располагают на 1 мм ниже кромок лезвий. Валики подающей системы расположены параллельно, поэтому в рейсмус одновременно можно загонять лишь детали одинаковой толщины.
Технические характеристики
Рейсмусовые станки могут иметь разные характеристики, обусловленные возможностями того или иного агрегата.
Вот один из примеров:
У нас металлический верстак купить.
- возможность обработки деталей толщиной от 160 до 1250 мм;
- толщина слоя, который можно снять за один заход — до 3 мм;
- скорость вращения рабочих валов — 5000 оборотов в минуту;
- рабочий вал может иметь поперечник 100-165 мм и оснащаться 2-4 ножами;
- максимальная мощность двигателя — 45 кВт. Для бытовых нужд достаточно 2,2 кВт.
Правила работы на рейсмусовом станке
В процессе обработки заготовок на станке участвуют, как правило, два человека. Стол посредством регулировки выставляется в соответствии с необходимым размером. Для этого станина рейсмуса обычно бывает оснащена специальной шкалой. Для пробы прогоняют 2-3 детали, после чего проверяют их толщину. При необходимости высоту стола корректируют.
Для обработки заготовки один из рабочих укладывает ее строганной поверхностью на стол и двигает под подающий вал. Второй человек принимает и складирует готовые изделия. Если станок оборудован секционным подающим валом, на стол можно укладывать сразу несколько деталей небольшой толщины, подавая их одновременно на передние вальцы. Разница толщины деталей при этом должна составлять 1-4 мм, а толщина слоя, который рекомендуется снимать за один заход 1,5-5 мм.
При обработке заготовок на рейсмусе следует придерживаться следующих правил:
- прежде чем приступать к работе, нужно убедиться в том, что ножи правильно и надежно закреплены, а все механизмы верно отрегулированы;
- предохранительные упоры, которые препятствуют обратному выбросу деталей, необходимо опустить вниз;
- при работе на станке, оснащенном цельным подающим валом, за один заход можно обрабатывать не больше двух деталей, которые следует располагать по краям стола.
Техника безопасности
Перед работой следует:
- заправить одежду, застегнуть рукава, проследить за тем, чтобы края одежды не свисали;
- произвести осмотр рабочей территории, убрать все лишние предметы, которые могут мешаться под ногами;
- позаботиться о качественном освещении рабочей площади.
Подготовка приспособлений
На этом этапе нужно убедиться в наличии и корректной работе вспомогательного оборудования, предохраняющего от обратного выбрасывания обрабатываемых деталей.
Проверка исправности рейсмуса
- плита станка должна иметь гладкую поверхность, без впадин и прочих дефектов;
- ножевой вал должен быть хорошо отбалансирован. Проверить этот параметр можно путем проворачивания вала, предварительно сняв с него приводной ремень. Если при остановке вал остается в неподвижном положении, значит все в порядке;
- передний стол должен хорошо подниматься и опускаться;
- поверхность рифленых вальцов не должна быть стертой и потрескавшейся;
- верхние подающие валы нужно закрыть со стороны рабочего места.
В ходе работы
- обрабатывать можно лишь заготовки, длина которых не меньше, чем расстояние от передних до задних подающих вальцов + 5 см;
- заготовку, толщина которой меньше 0,5-1см, обрабатывать нужно с деревянной подложкой;
- перед работой каждую заготовку нужно осмотреть на предмет изъянов, при обнаружении которых деталь следует отложить для дополнительного раскроя;
- строгать необходимо по структуре волокон. Это обеспечит более качественную обработку;
- при строгании сосновой древесины, поверхность стола нужно протирать ветошью, смоченной керосином или соляркой. Таким способом удаляется смола, затрудняющая продвижение заготовки;
- не следует снимать оградительные приспособления;
- нельзя убирать рабочее место, а также смазывать, налаживать и ремонтировать станок на ходу;
- не следует складировать на столе рейсмуса детали, обработанные изделия, инструмент, ветошь и т.д.;
- в случае внезапного отключения электроэнергии, а также при отлучке, обязательно нужно выключить станок.
По окончании работы
Выключить станок. Начинать уборку можно только после того, как ножевой вал перестанет вращаться. Для удаления стружки и опилок следует использовать кисти или щетки.
Виды и способы устранения возможных неполадок
| Неполадка | Причина | Устранение |
| Ножевой вал не крутится при запуске станка | 1.Отсутствует электропитание. 2.Автоматическое отключение теплового реле. 3.Не закреплено оградительное приспособление на ножевом вале | 1.Проверить подачу электричества. 2.Включить тепловое реле. 3.Установить и зафиксировать приспособление, проверить и настроить работу выключателя, который блокирует защитное ограждение |
| Не получается загнать заготовку в станок (деталь буксует) | 1. Подающие валики недостаточно давят на деталь. 2. Недостаточный выступ нижних валиков | 1.Отрегулировать силу нажатия подающих валиков. 2.Настроить высоту положения валиков |
| Размер обработанной заготовки не соответствует заданным параметрам | 1.Стол неправильно настроен. 2.Стол не зафиксирован. 3.Ножи затупились | 1.Произвести регулировку стола. 2.Зафиксировать стол. 3.Сменить ножи |
| Поверхности обработанной детали не параллельны друг другу. | 1.Ножи неровно установлены. 2.Нижние валики не параллельно расположены относительно поверхности стола | 1.Отрегулировать положение ножей. 2.Правильно выставить нижние валики |
| Поперечные выбоины на концах заготовок | 1.Нижние валики слишком выступают над столом. 2.Прижимы неправильно выставлены | 1.Выставить нижние валики в правильное положение. 2.Правильно выставить прижимы по отношению к прижимному валу |
| Продольные борозды на обработанной детали | Местные дефекты на режущей ножевой кромке | При строгании узких деталей обходить стороной места дефектов или заменить ножи |
| Обработанная деталь приобретает волнообразную поверхность | 1.Неправильно выставлены ножи. 2.Ножевой вал бьет по заготовке | 1.Отрегулировать положение ножей 2.Отбалансировать ножевой вал путем подбора ножей по весу, взвесив их на балансировочных весах |
| Рифленый вал оставляет следы на обработанной заготовке | Передний вал слишком прижимает заготовку | Настроить силу прижима вала |
| При обработке местами происходит скалывание и вырывание фрагментов древесины | 1.Ножи слишком выступают над корпусом ножевого вала.
2.Оставлен недостаточный припуск на строгание |
1.Отрегулировать и установить ножи по отношению к корпусу на 1-2 мм.
2.Заготовки отсортировываются в брак |
| При обработке на поверхности детали поднимается ворса | 1. Ножи затупились. 2. Износились сменные вкладыши для предотвращения сколов | 1.Сменить ножи. 2.Сменить вкладыши |
Как видно, производительность и качество работы станка обусловлено множеством различных факторов, которые должны учитываться в ходе рабочего процесса. При возникновении более серьезных неполадок следует обратиться к квалифицированным специалистам.