Токарно винторезный станок тв 6
В повседневной жизни часто возникает необходимость отремонтировать или изготовить заново какую-либо деталь. Почти вся бытовая техника сегодня — китайского производства, да к тому же большинство составных частей из экономии делают пластмассовыми. Ломаются они часто, а запчасти, как правило, не продаются. В таких случаях приходится искать где-то токаря или фрезеровщика и платить немалые деньги. Многие, чтобы избежать этого, стремятся обзавестись собственной станочной мастерской. Начать лучше с приобретения небольшого токарного станка. Неплохим кандидатом является советский ТВ-6.
Содержание
Назначение и технологические возможности
Станок выпускался Ростовским комбинатом учебного оборудования в 80-х годах минувшего столетия. Предназначался для производственного обучения старшеклассников в общеобразовательных школах. Учащиеся 7 — 8-х классов под руководством мастера производственного обучения изучали устройство станка и получали первоначальные навыки его обслуживания.
ТВ-6 пришел на смену своему предшественнику — ТВ-4 «Школьник». Станок обладал всеми технологическими возможностями, присущими настоящему производственному оборудованию. Правда, учитывая учебное, а не производственное, назначение, обладал такими же ограниченными режимами обработки: числами оборотов, подачей и размерами резьбового шага.
Какие операции осваивали учащиеся:
- наружное точение;
- растачивание отверстий;
- подрезание торца;
- резьбонарезание;
- сверление.
Для упрощения конструкции отсутствовали некоторые агрегаты и системы:
- фрикционное управление шпинделем;
- его торможение после выключения двигателя;
- сменные передаточные шестерни;
- автоматическая поперечная подача;
- жидкостное охлаждение зоны резания.
Высота станка соответствует среднему росту обучаемых. Поэтому, чтобы не сутулиться при работе взрослому человеку, станок необходимо установить на металлическую раму или бетонную подливку.
Технические характеристики ТВ-6
Ниже приводятся основные параметры рассматриваемого станка:
- диаметр обработки над суппортом — 80/125 мм (в прямых/обратных кулачках);
- круг, проходящий над станиной — 200 мм;
- линейный размер обработки — 300/350 мм (ход/заготовка);
- максимальная толщина обрабатываемого прутка — 12 мм;
- посадочное отверстие шпинделя — конус Морзе №3, выдвижной пиноли задней бабки — №2;
- обороты заготовки — 130 — 700 в минуту (6 ступеней);
- автоматическая продольная подача (на оборот шпиндельного вала) — 0,08 — 0,12 мм (3 ступени);
- метрическая резьба, нарезаемая на станке, имеет шаги — 0,8, 1,0 или 1,25 мм.
- приводной электродвигатель — 1,1 кВт, 1440 об/мин;
- габариты, мм: длина — 1100, ширина — 470, высота — 1100;
- вес — 300 кг.
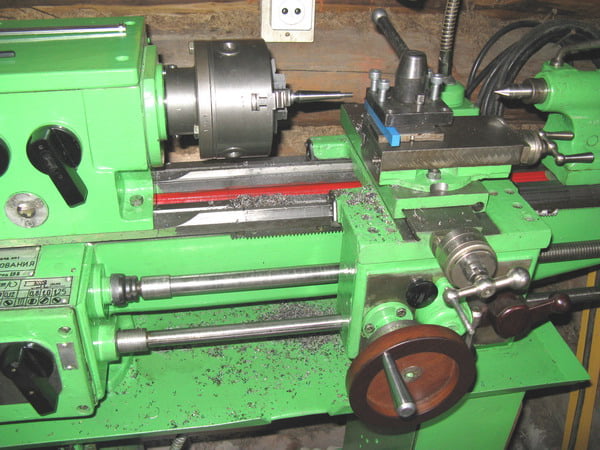
Основные компоненты станка

фото1
Станина
Вместе с двумя подставками (тумбами) образует несущее основание для установки всех узлов. У токарных станков основание имеет портальную компоновку (напоминает букву П). Сама станина изготавливается из чугуна.
На ней неподвижно закрепляются: передняя бабка (ПБ), передаточный механизм (гитара), коробка подач (КП), а также ходовой вал, винт и зубчатая рейка. Сверху имеются 2 пары направляющих (по одной призматической и одной плоской в паре). Они служат для перемещения суппортного узла и задней бабки. Внутри левой тумбы устанавливается приводной двигатель, правой — пусковая электроаппаратура.
Передняя бабка
В станках классической компоновки, к которым относится и ТВ-6, КС составляет с ПБ одно целое. Шпиндель ТВ-6 имеет переднюю опору, состоящую из двух радиально-упорных подшипников, установленных спиной друг к другу. С помощью регулировочной гайки можно регулировать натяг в подшипниках, когда появится заметная осевая игра шпинделя. Задняя опора — нерегулируемая, и состоит из одного радиального шарикоподшипника.
КС включает в себя 4 вала (включая шпиндельный), несколько стационарных шестерен и 3 подвижных: одиночная, двух- и трехвенцовая. Левой рукояткой переключают направление подачи или шага резьбы. Двумя другими включают нужную скорость вращения.
Передняя часть шпинделя имеет цилиндрическое посадочное место для зажимного патрона, который крепится с помощью резьбового соединения. Для зажима заготовок большого диаметра используют обратные кулачки.
Юстировку передней бабки производят 2-мя регулировочными винтами, добиваясь при этом параллельности оси шпинделя направляющим станины.
Гитара
Этот узел служит для привода коробки подач. Вращение передается через две зубчатых передачи и одну паразитную шестерню. Паразитка нужна при использовании сменных шестерен, которых здесь, к сожалению, нет. Если подобрать или изготовить дополнительные шестерни, вместо 3-х можно получить 5 или 6 шагов нарезаемой резьбы. Пока же передаточное отношение гитары составляет 1:4.
Коробка подач
Ее назначение состоит в передаче вращающего момента на приводные вал или винт, чтобы обеспечить движение суппорта с различной подачей или шагом. Внутреннее устройство КП аналогично коробке скоростей: набор зубчатых колес, передвижной трехвенцовый блок и сцепная муфта. Управляют КП с помощью 2-х переключателей: левым устанавливают нужный параметр, правым — включают необходимый вал.
Фартук
Чтобы включить подачу, сначала соединяют ведущую шестерню с зубчатой рейкой. После этого левой рукояткой фартука включают кулачковую муфту, в результате червячное колесо станет вращаться вместе с реечной шестерней, и суппорт получит продольное перемещение.
Для нарезания резьбы включают ходовой винт, выводят из зацепления с рейкой ведущую шестерню и правой рукояткой включают маточную гайку, связанную с суппортом. Последняя обхватит резьбу винта, и суппорт придет в движение. Рукоятки имеют блокировку, поэтому включить одновременно резьбу и подачу невозможно.
Суппорт
Продольный перемещается по одной призматической и одной плоской направляющей. Призматическая, как более мощная, расположена спереди, поскольку на нее приходится основное усилие от силы резания. У поперечного суппорта направляющие выполнены в форме ласточкиного хвоста. На ТВ-6 автоматическая подача поперечной каретки отсутствует.
Наконец, сверху имеются еще одни салазки — поворотные, тоже с ласточкиным хвостом. С их помощью обтачивают конические поверхности. На поворотной каретке установлен 4-х позиционный резцедержатель. Высота устанавливаемого резца (от вершины до опорной поверхности) — 12 мм.
Задняя бабка
Служит для поддержки длинных заготовок при наружном обтачивании. Для этого в коническое отверстие пиноли устанавливают вращающийся или неподвижный центр. Последний, благодаря отсутствию подшипников, дает более высокую точность обработки. Если при обтачивании в центрах станок дает конусность, следует выставить заднюю бабку с помощью регулировочного винта, ослабив перед этим крепление ее к направляющим станины.
Электрооборудование
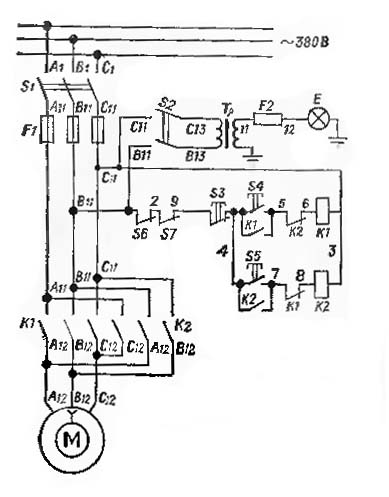
3-х фазный электродвигатель подключается к сети переменного тока напряжением 380 В с помощью главного выключателя. Плавкие предохранители защищают обмотки статора от перегрузки. Лампа местного освещения запитана от понижающего трансформатора на 36 В. Двигатель включается с помощью реверсивной кнопочной станции, и магнитных пускателей, находящихся в электрощите внутри правой тумбы. Электросхема станка показана на рисунке 1. Большинство владельцев переделывают электросхему на 220 В.
Смазка
Узлы, требующие смазки и способ ее выполнения:
- Шестерни передней бабки и коробки подач (картерная смазка). Перед заливкой масла необходимо снять верхнюю крышку. Контроль уровня масла — с помощью стеклянных маслоуказателей. Слив масла производится через сливные пробки.
- Механизмы фартука смазывают через смазочные отверстия на каретке продольного суппорта.
- Пиноль задней бабки, направляющие станины и суппортов, ходовой вал и винт — методом полива из масленки.
Применяемое масло — Индустриальное-30А.
Отличия ТВ-6 от ТВ-4
Принципиальных различий в конструкции двух станков нет. Ниже перечислены некоторые изменения:
- Несколько увеличена мощность привода (с 1 до 1,1 кВт).
- Из-за того, что в КС увеличен модуль зубчатых колес (1,5 вместо 1,25 у ТВ-4), незначительно изменились числа оборотов, хотя, по сути, они остались в том же диапазоне.
- Станок стал на 34 см короче, но на 8 — выше. По-видимому, конструкторы учли подростковую акселерацию в 70-х годах прошлого столетия.
- Уменьшен на 3 мм диаметр сквозного отверстия в шпинделе с целью повышения его жесткости.
- Увеличено коническое отверстие в шпинделе для установки неподвижного центра (Морзе №3).
- Станок обрел штатное защитное ограждение рабочей зоны.
- Увеличен ход верхних салазок: 85 мм вместо 50-ти.
- Вес станка увеличился на 20 кг: 300 против 280-ти у ТВ-4.
Презентация станка ТВ-6
Видео 1
демонстрирует модернизированный станок. Обратите внимание на автономную систему смазки коробки подач. Электрические кнопки управления перенесены на переднюю бабку, что, несомненно, намного удобнее заводского исполнения.
Видео 2
показан процесс работы на станке. Несмотря на множество лишних переходов, автор довольно-таки споро вытачивает небольшую деталь.
Как правильно купить подержанный станок
Самый простой способ купить б/у аппарат — зайти на сайт бесплатных объявление о продаже на территории РФ: Avito.ru. К сожалению, несмотря на обилие объявлений, для конкретного региона выбор может оказаться недостаточным. Есть и другие продающие интернет-ресурсы. Например, региональный сайт «Из рук в руки». Существуют и еженедельные газеты с таким же или подобным названием. Можно самому подать объявление о покупке.
- Предупреждение: покупая по объявлению в другом регионе можно попасть на недобросовестных продавцов. Или товар может не отвечать заявленному состоянию, или предложат более высокую цену. В результате деньги на поездку будут выброшены на ветер. Так что лучше искать предложение поближе.
На что следует обращать внимание при покупке:
- Наличие патрона, кулачков, задней бабки, электродвигателя. Причем если электродвигатель еще можно будет купить, то заднюю бабку достать довольно трудно (их часто сдают в металлолом, поскольку снять со станка можно довольно легко).
- Необходимо убедиться, что шпиндель станка вращается, перемещение суппорта включается. Если электродвигатель не работает, можно вращать шпиндель вручную за приводной шкив. Если что-то не вращается или не движется, очевидно, имеются какие-то поломки.
- Проверьте — насколько изношены трущиеся поверхности, а также радиальную болтанку шпинделя и пиноли задней бабки. Любая найденная неисправность — повод для снижения цены. Если же неисправностей много, лучше отказаться от покупки даже за небольшую сумму. Потому что ремонт может влететь в копеечку.
Вот вкратце и все, что можно рассказать в рамках одной статьи. Дополнительные сведения можно почерпнуть на тематических форумах. Оказывается, есть много людей, которым нравится осваивать токарное ремесло и они делятся своим практическим опытом. К сожалению, высказывания иногда бывают спорными. В сомнительных случаях лучше обращаться за советом к опытному токарю-профессионалу.